
Butterfly valve, also called the flap valve, is a valve with a disc
(clackor plate) as stopping component, revolving around the axis to the effect
ofopening and closing. Butterfly valve is a kind of regulator with
simplestructure. It mainly plays the role of block off and throttling in the
pipeline,also can be used for switch control in low pressure pipeline medium
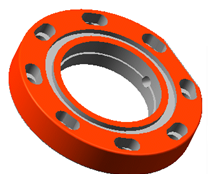
Butterfly valve consists of body, disc, seat and stem.
The valve body material basically include: gray cast iron, ductile iron,carbon steel.

Material:HT200
hardness:HB260
Machining techniques of valve body
★Facing and external turning
★Center hole machining
★Drilling and waist-shaped grooving
★Push rod hole machining
★Machining of small holes in push rod hole surface
1. Facing and external turning
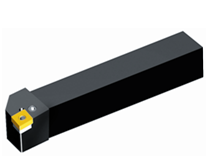
R type shown
Rough turning end face and exterior
Insert:YBD152/CNMG120408-PM
Cutting data:V=
Finishturning end face and exterior
Tool:PCLNL
Insert:YBD052/CNMG120408-PM
Cutting data:V=
End face groove turning
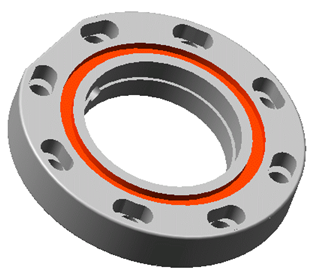
Tool:QFGD2525LL13-130H
Insert:YBG302/ZTGD0404-MG
Cutting data:V=130m/min; f=0.1mm/r; ap=1mm
1. Center hole machining
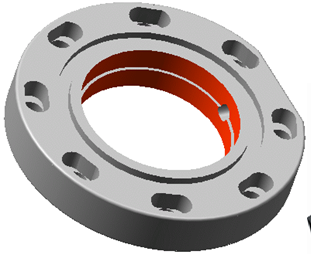
R type shown
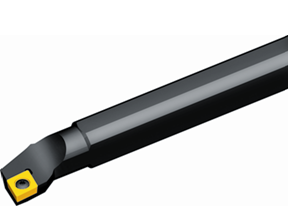
Turningcenter hole
Tool:S32R-SCLCL12
Insert:YBD152/CCMT120408-HM
Cutting data:V=
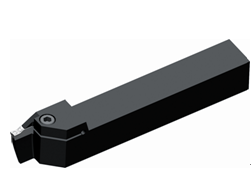
Grooving
Tool:SMP05-039*3.0-XP25-QC16-03
Insert:YBG205/QC16L300-R02
Cutting data:V=150m/min; f=0.15mm/r; ap=3mm
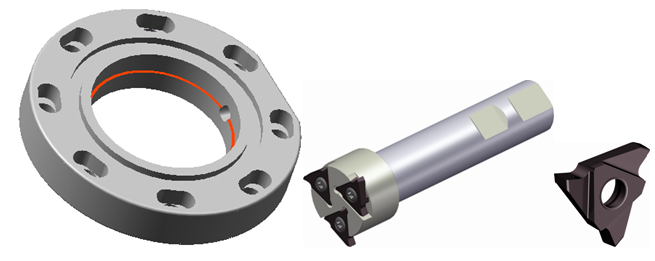
1. Drilling and waist-shaped groove millling

Drilling:(Φ23 x 8)

Tool:ZTD03-230-XP25-SP07-02
Insert:YBG205/SPGT07T308-PM
YBG212/SPGT07T308-PM
Cutting data:V=
Waist-shaped groove milling:(Φ24×40,depth:20)

Tool:GM-2E-D20.0
Cutting data:V=130m/min,f=0.15mm/r,ap=10mm,ae=20mm
1. Push rod hole machining
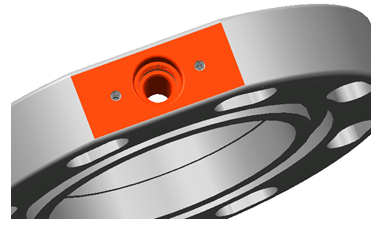
Hole milling face:
Tool:FMD02-063-A22-PN11-05
Insert:YBD152/PNEG110512R-CR
Cutting data:V=
Push rod drilling

Tool:1101SC05-1550
Cutting data:V=
Push rod reaming
Tool:compound dill D22.5-28.5-R2
Cutting data:V=
Push rod fine boring

Tool:DGR4
Insert:YNG151/TPGH
Cutting data:V=
Push rodhole thread milling

Tool:4111—M10
Cutting data:V=50m/min. f=0.08mm/r
1. Machining of small holes in push rod holesurface

Drilling

Tool:1557SU03—M6
Cutting data:V=
Tapping

Tool:
Cutting data:V=